A guide to MRP in supply chain management

Inventory and supply chain management is critical for any manufacturing business to succeed.
This is why many businesses turn to material requirements planning systems to streamline these processes and keep track of inventory levels. If you’re new to manufacturing or are considering implementing an inventory system in your business, this guide will explain how important it is to include MRP in supply chain management.
What is MRP?

Material requirements planning (MRP) is a system used to plan and manage the inventory and resources needed to manufacture products.
It coordinates all aspects of production, from sourcing raw materials to delivery of finished products. An MRP system begins with a bill of materials (BOM), which lists all the materials, components, and sub-assemblies needed to manufacture a product. The BOM generates a master production schedule (MPS) that specifies when each component must be produced.
The MRP system also creates production plans for manufacturing operations. These plans detail:
- What needs to be done
- When it needs to be done
- How much inventory is required
What is MRP in supply chain management?

MRP in supply chain management differs slightly as the system must also consider the company’s supply chain partners.
In other words, it must consider both the upstream and downstream processes in the supply chain. This means that in addition to managing inventory levels and production schedules, an MRP system must also be able to track supplier performance and delivery times. This information is necessary to ensure that materials are delivered on time, and that production plans can be executed as scheduled.
And it can help in various ways.
Inventory levels
One of the most important aspects of any business is inventory levels.
Too much inventory can tie up valuable resources and lead to storage costs. Not enough inventory can result in production delays and lost sales. An MRP system can help businesses manage their inventory levels by providing visibility into the entire manufacturing process. This includes information on:
- What materials are needed
- When they are needed
- How much inventory is required
Reorder points
Reorder points are the inventory levels businesses need to replenish their stock. MRP systems help businesses calculate reorder points to avoid stockouts — the last thing you want when trying to scale a company.
These are based on the lead time or the time it takes to receive new inventory after placing an order. Businesses need to account for lead time when calculating reorder points because they need enough inventory to last until the new shipment arrives.
Demand forecasting
Demand forecasting, or demand planning, is estimating future customer demand so businesses can plan their production accordingly.
MRP systems can help businesses create accurate forecasts by providing historical data on past sales and trends. This information can be used to generate improved predictions for future demand.
Supplier performance
Even if a business has the perfect inventory levels, it will not be successful if its suppliers cannot provide the materials and components needed to manufacture products.
MRP systems can help businesses track supplier performance and identify potential issues. This information is critical for maintaining a smooth manufacturing process and can help you in future negotiations.
For example, suppose you know that a supplier is consistently late in delivering materials. In that case, you can renegotiate the terms of your contract or look for a new option that will be more reliable.
Benefits of using MRP in supply chain management
While those are examples of specific use cases for MRP. There are many more broad advantages.
Some of the benefits of using MRP in supply chain management include:
- Improved communication and coordination between all departments and suppliers
- Real-time information on inventory levels and the manufacturing process
- Reduced costs from improved efficiency in manufacturing processes
- Increased customer satisfaction from timely delivery of products
These things directly impact a business’s bottom line and can make a significant difference in its overall success.
How to implement MRP
It can be overwhelming to:
- Understand all the different types of MRP software on the market
- Select the right one for your business
- Implement it across your entire organization
But luckily, we have some tips to make the process a little easier.
Define your requirements
The first step is to understand what you need from an MRP system. To do this, ask yourself the following questions:
- What type of products do you manufacture?
- What are your production methods (batch, continuous, make-to-order)?
- Do you source materials from suppliers or produce them in-house?
- Do you outsource any manufacturing operations?
- How many finished products do you produce each day/week/month?
- What is your inventory turnover rate?
- Do you have any seasonal fluctuations in demand?
Answering these questions will help you narrow down the list of MRP software options and find the best fit for your business.
Do your research
Once you know what you need from an MRP system, it’s time to start your research. This is where you will evaluate different software options and select the one that best meets your requirements.
When comparing MRP software, be sure to consider the following factors:
- Ease of use — The last thing you want is a complicated system that takes forever to learn. Look for a system with a user-friendly interface that is easy to navigate
- Flexibility — Your business is unique, so you need a system that can be customized to meet your specific needs. Look for a scalable system that can be easily expanded as your needs change
- Scalability — As your business grows, you will need a system that can grow with you. Look for a scalable system that can be easily expanded as your needs change
- Support — When problems arise, you want to get help from a knowledgeable support team. Look for a system that offers 24/7 customer support
Your supply chain MRP solution should rate highly in all of these categories, but sometimes it can be difficult to understand what “ease of use” or “scalability” really means.
Get expert help
If you’re still not sure which system is right for your business, it might be time to get some expert help. There are many consultants and service providers who specialize in MRP implementations.
They can help you understand your options, select the right system for your needs, and even assist with the implementation process. Getting expert help will ensure that you have a smooth and successful MRP implementation.
MRP vs. ERP
ERP, or enterprise resource planning, is a software system that helps businesses manage many different business processes.
These can include financials, accounting, HR, and supply chain management.
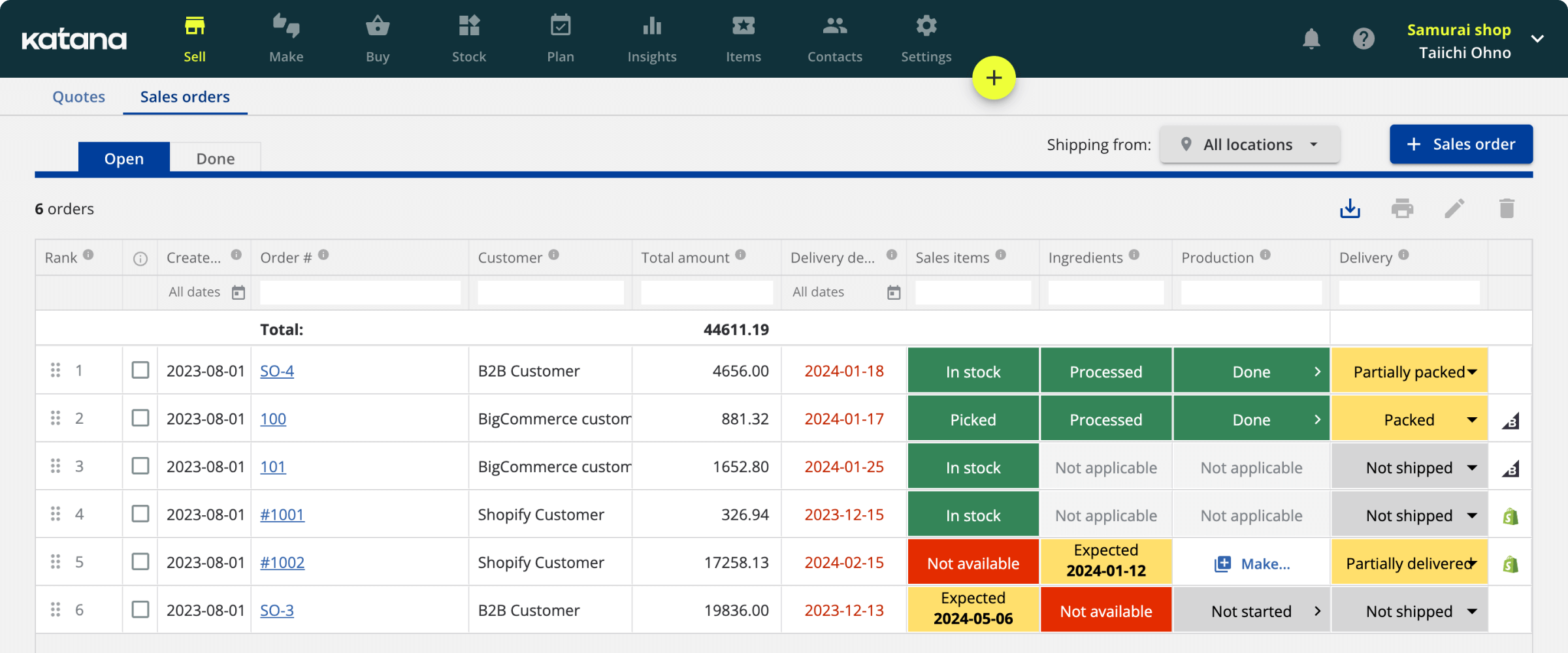
MRP is a subset of ERP focusing on inventory and production planning. For companies that are hoping to scale quickly and get help with more than just their MRP in supply chain management, an end-to-end solution like Katana could be a better fit.
With advanced integration and reporting, Katana gives you the ability to see your business processes in one place and make data-driven decisions. Book a demo today.
More guides from Katana





Get visibility over your sales and stock
Wave goodbye to uncertainty by using Katana Cloud Inventory for total inventory control